


![]() > Sairem’s products > Machines >
> Sairem’s products > Machines >
NutriXtract, industrial food extractors with microwave technology
NutriXtract industrial food extractors deliver efficient extraction of bioactive compounds from plants, roots, citrus and flowers…
Based on Microwave-Assisted Extraction (MAE), targeted electromagnetic energy rapidly heats the plant matrix and releases active molecules— faster and more efficiently than conventional methods. Combined with optional ultrasound, this ensures maximum yield and access to a broader spectrum of bioactive compounds.
Two extraction systems are available:
NutriXtract Flex for continuous production
NutriXtract Batch for R&D and industrial production
Standard and customized solutions are available.

Key Advantages of Our Globally Unmatched Extractors

Novel compound extraction
NutriExtract enables the recovery of unique bioactive compounds that may not be accessible through conventional extraction methods, enhancing product functionality and value
Possible without solvent
Extractions can be performed without solvents, supporting clean-label production and safer processes for food and nutraceutical applications
High yield
Our extraction systems ensure maximum efficiency, delivering high yields of target compounds with a high repeatability

Huge treatment time reduction
Our NutriXtract extractors dramatically reduces processing time — delivering in minutes what conventional methods take hours to achieve
Fully electrics, lower costs
As a fully electric solution, NutriXtract requires no gas or steam supply — reducing infrastructure investment and lowering your overall operating costs
Easy cleaning
Designed for easy cleaning, with minimal downtime and disruption to your production
High flexibility
Seamlessly integrated into existing production lines, with fully adjustable process parameters to match your specific extraction requirements
Integrated microwave & ultrasound
Microwave and ultrasound can be used independently or combined within a single system — opening the door to unique compound profiles while reducing production time loss and contamination risks.
Discover NutriXtract, our industrial extractors
Microwave and ultrasound systems designed for high-yield extraction of bioactive compounds
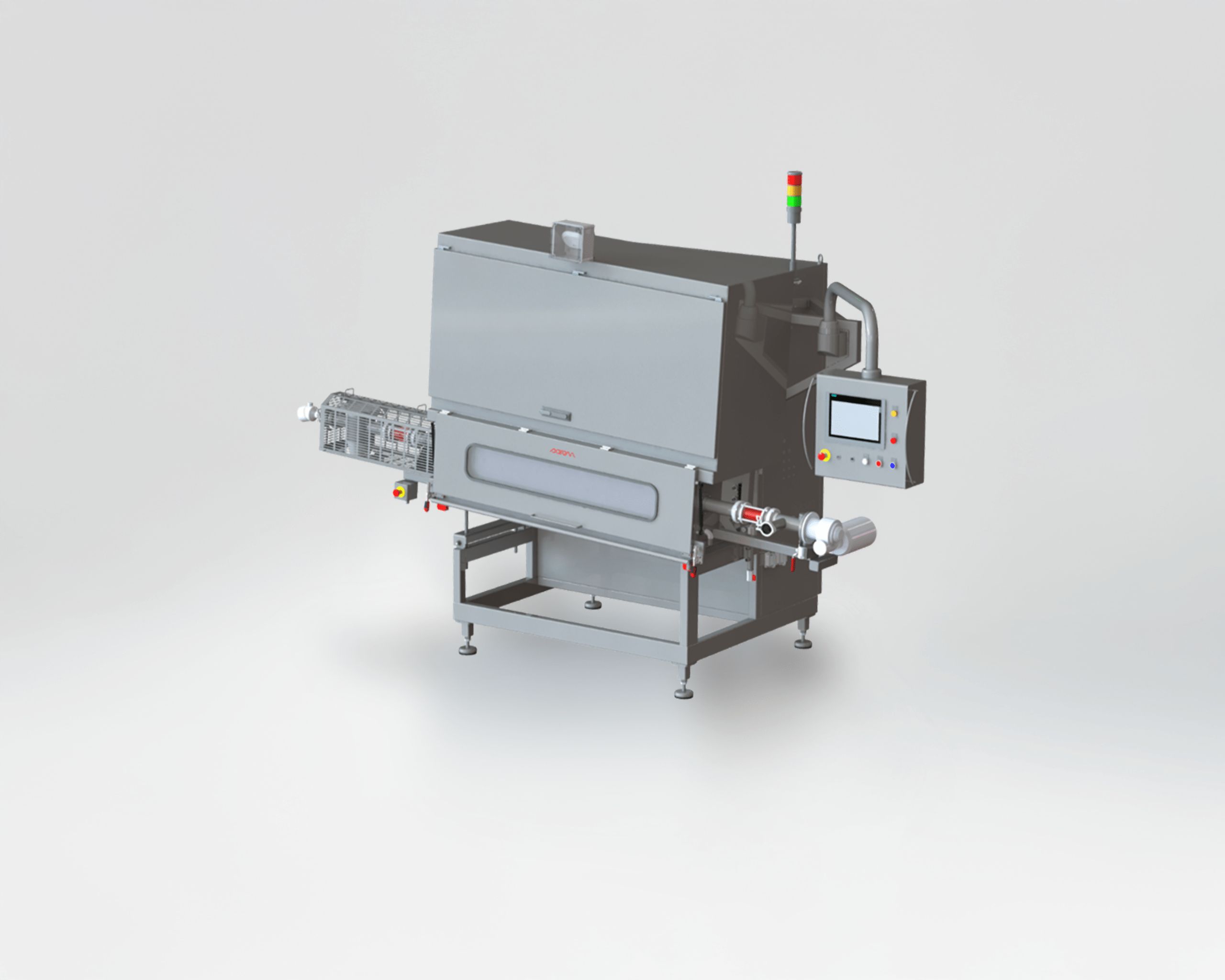
NutriXtract Batch
Industrial food extractor with optional ultrasound
The NutriXtract Batch is a compact and flexible reactor designed for R&D, process validation and industrial production. It operates with microwave energy alone or in combination with ultrasound. Our extraction system offers full process flexibility to explore new extraction parameters. Designed for seamless scale-up, it supports the transition from laboratory development to efficient industrial production.
Our two reference extraction systems, integrating Microwaves and Ultra-sounds, are:
- NutriXtract Batch 20 : from 3.5 l to 20l, 3 kW or 6 kW
- NutriXtract Batch 120 : from 20 l to 120 l / 6 kW or 10 kW
Other configurations are available on request.
Key features
- Microwave power : from 3 kW
- Ultrasound power at 20 kHz
- Useful volume : from 3.5 l
- Jacketed stainless-steel reactor with variable speed mechanical stirring
- Nitrogen inerting, easy filling and emptying
- Optimized for easy cleaning
The jacketed reactor enables precise temperature control of the extraction bath, preserving the quality and integrity of sensitive extracts. Microwave and ultrasound generators have no direct contact with the product.
NutriXtract Flex
Industrial continuous food extractor
The NutriXtract Flex is a continuous microwave extraction system designed for high-capacity industrial production.
Based on Microwave-Assisted Extraction (MAE), our food extractor delivers consistent, high-yield extraction of bioactive compounds from plants, roots, citrus and flowers. Extraction time is dramatically reduced, from several hours down to less than 5 minutes depending on the raw material.
Two configurations are available :
- Screw conveyor design for continuous flow processing
- Multi-cavity design for optimized microwave distribution
Key features
- Microwave power at 2.45 GHz : 12 kW to 72 kW
- For high-density products or specific raw materials (915 MHz) : up to 300 kW
- Tunnel length : 3 m to 8 m
- In some configurations, ultrasounds can be integrated
Food Extraction applications with microwave technology
Our MAE equipment opens new possibilities for food producers looking to improve their extraction processes:
- Achieve higher yields in a fraction of the time — from several hours down to minutes
- Access a broader spectrum of bioactive compounds unavailable through conventional methods
- Produce cleaner, solvent-free or low-solvent extracts for natural and clean-label applications
- Preserve the organoleptic and physicochemical properties of sensitive aroma molecules
Discover NutriXtract, our microwave-assisted extraction system with optional ultrasound — delivering fast, high-yield extraction across a wide range of plant-based applications.

Are microwave and radio frequency safe?
Are microwave and radio frequency technologies safe? Learn how non-ionizing electromagnetic waves work, their thermal effects, and the regulations ensuring safe industrial use.
Read moreWant to know more? Your questions about NutriXtract industrial food extractors, answered.
Here are answers to key questions about system benefits and SAIREM services.
Conventional methods such as maceration and percolation rely on long contact times between the solvent and the raw material, often taking several hours to achieve acceptable yields. Our Microwave-assisted extraction system dramatically reduces this time by directly heating the plant matrix, breaking down cell walls and releasing active molecules far more efficiently. The result is not only faster processing but also higher yields, better preservation of sensitive compounds and reduced solvent consumption — making MAE a superior alternative for both industrial and R&D applications.
SAIREM’s microwave-assisted extraction system reduces processing time by at least three times compared to conventional methods. In many cases, extractions that previously required several hours can be completed in less than 5 minutes — significantly increasing throughput and reducing energy consumption across your production line.
Combining microwave and ultrasound within a single system offers significant advantages over using separate equipment. Microwave energy rapidly heats the plant matrix and releases active molecules, while ultrasound cavitation enhances mass transfer and access to a broader spectrum of bioactive compounds. Operating both technologies within the same reactor eliminates intermediate transfer steps, reducing production time loss and minimising contamination risks. It also gives formulators the flexibility to run extractions with microwave alone, ultrasound alone, or both combined — adapting the process to each raw material and target compound.
Compared to conventional extraction systems, NutriXtract requires significantly lower installation costs. As a fully electric system, operating costs are limited to electricity and water consumption. Combined with reduced processing time, lower solvent usage and minimal maintenance requirements, NutriXtract delivers a faster return on investment than traditional extraction equipment. SAIREM also offers standard and customized configurations to match your budget and production requirements.
Yes! SAIREM operates a dedicated test facility equipped with NutriXtract systems available for rental. This allows you to run extraction trials with your own raw materials, validate your process parameters and assess yields before committing to a full investment. Our team of experts accompanies you throughout the testing process to help you get the most relevant results.
SAIREM offers professional support services:
- Installation, commissioning, and operator training
- Recipe development by food industry and microwave experts
- Extraction parameter optimization and validation
- Remote diagnostics and ongoing technical support
- Maintenance contracts minimizing downtime