Food powders warm-up & decontamination
Traditional food powder santisation processes can be really time consuming. Thanks to radio frequency homogeneous heating properties, SAIREM has developed a quick, safe and efficient warming-up process.
Former process
To decontaminate food powdered ingredients, you usually need to warm-up the product and maintain it for a certain time at the required temperature. Due to the nature of food powders, they are usually thermosensitive, but also explosive, and don’t play well with humidity, which impeach the use of conventional technologies.
Our customer was looking for a faster and more efficient way to warm-up its powdered ingredients, like cocoa or flour before keeping it warm in order to sanitize them. Traditional warming-up solutions like hot air are too slow, and steam is impossible to use due to the nature of the product.

Our solution
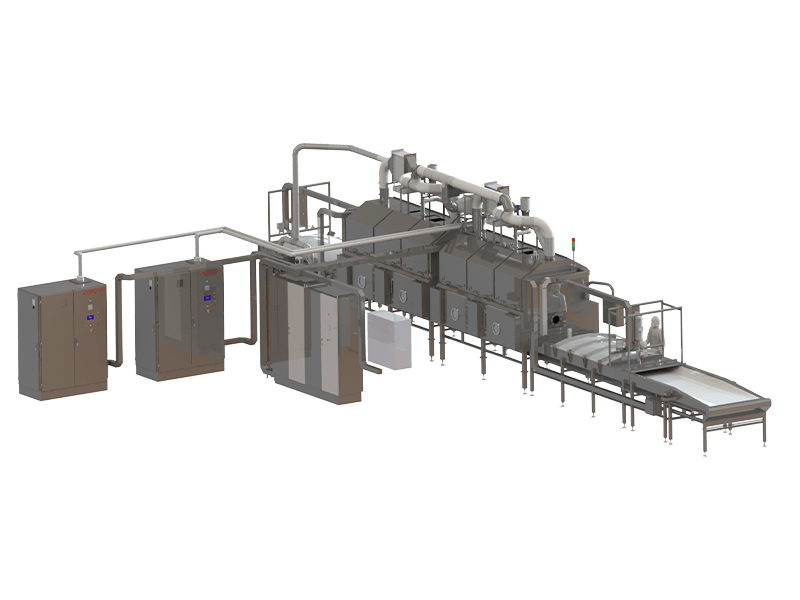
To overcome the drawbacks of other technologies, SAIREM has developed a quicker and easier solution to heat and sanitize food powders, that can be easily added on a production line. The goal is to reduce the warm-up time but also to keep up to the existing organoleptic properties (moisture, thermosentitivity) and safety level regarding these products (explosivity…).
Our radio frequency tunnel delivers 100 kW of heating power to warm-up the product, over a thickness of more than 100 mm, in 15 minutes instead of hours. Our 50 Ohm technology offers excellent temperature accuracy (±1°C) for the treatment of thermosensitive ingredients. It is also ATEX certified to prevent any potential explosion.
This continuous heating tunnel can warm-up 1 ton of powder per hour at the required temperature (depending on the product) with a 15 minutes processing time, instead of hours. It can be easily added to a processing line where the decontamination process will occur on an equipment who maintain the temperature (hot air for example). This solution is considerably reducing the processing time compared to older technologies, while maintaining the organoleptic properties of the ingredient.
Key benefits
- Speed: our equipment saves time and money for the company.
- Quality: the product organoleptic properties are unchanged during the heating treatment.
- Size: our equipment has an optimized footprint and can be easily added on a production line.
- Safety: our equipment is ATEX certified.


Need help to find the best solution ?
Our free microwave and radio-frequency guide for food applications will help you to better understand these technologies, and find the solution the most adapted to your needs.
Download your guide